
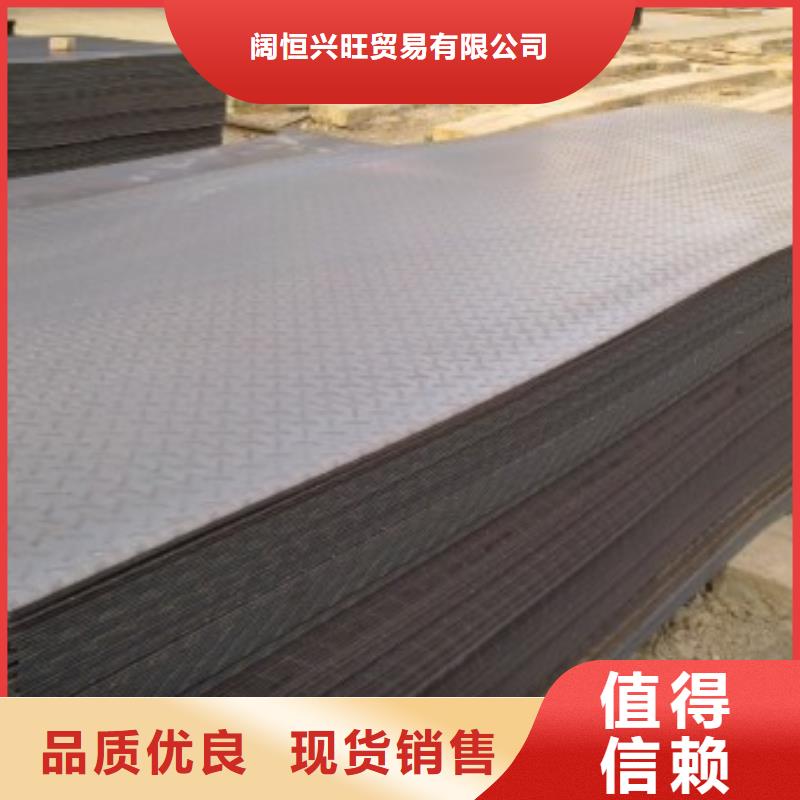

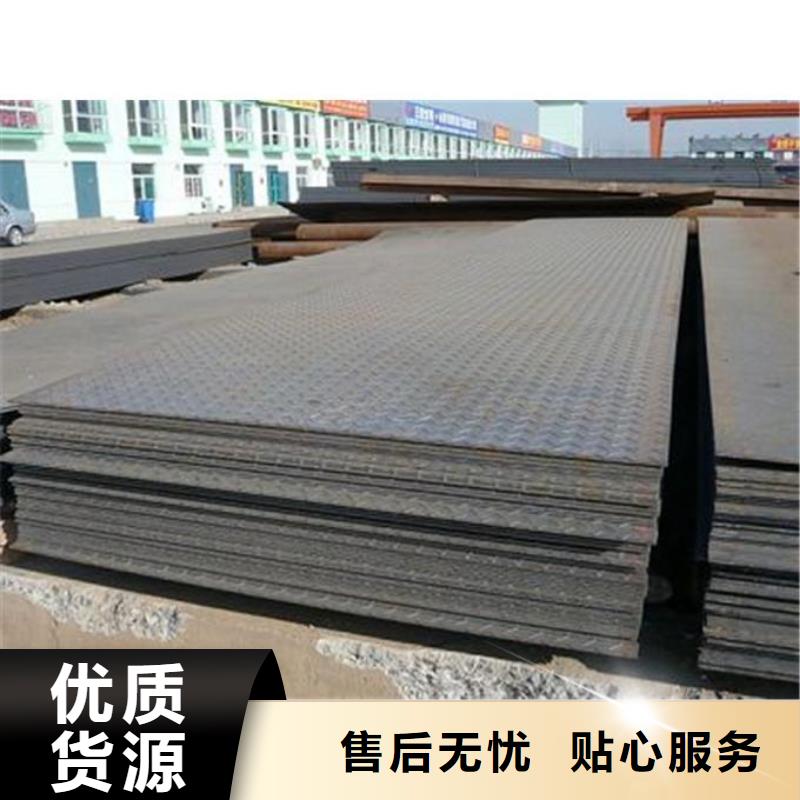
花纹钢板基本厚度是5.75 mm。
花纹钢板用钢牌号按GB/T700(碳素结构钢)、GB/T712(船体用结构钢)和GB/T4171(高耐候性结构钢)的规定供应,乙类普通碳素结构钢轧制,化学成分符合GB700《普通碳素结构钢技术条件》的规定。 目前由于国内建设需求的不断扩大,以上规定的三种结构钢的产量以每年10%-15%的速度递增,在首钢、鞍钢等一些大型钢厂的带动下,国内一些新兴钢厂,如普瑞钢铁等发展势头也异常迅猛。



钢结构焊接的主要注意事项有:
1、焊接前将焊缝附近杂物、药皮等清理彻底后再进行焊接,以保证焊接质量。
在焊缝周围涂抹防飞溅液,不得在焊缝以外的其它任何部位点焊、引弧、试焊等。
2、所有焊缝均为满焊,焊缝高度要符合图纸设计要求,小焊角尺寸不得低于
与相连的较薄板件的厚度。特别注意底法兰及牛腿处焊高。翼板对接焊口,要气刨清根彻底后焊接,焊接前必须加设引收弧板,焊缝不得低于母材,且余高不得大于2mm,余高过高或有焊瘤等要用磨光机打磨。焊后将引收弧板刨掉,用磨光机将边部打磨平整。
3、焊缝外观成形光滑美观,不得有任何焊接缺陷,如气孔、咬边、流淌、焊不
到头、包角不完整、未封口等现象。



阔恒兴旺贸易有限公司资质好,设备先进,堪称高质量的 浙江温州热轧钢板公司,荣获浙江温州工商管理局颁发的重合同守信用企业,为做好优良的 浙江温州热轧钢板打下坚实的基础。


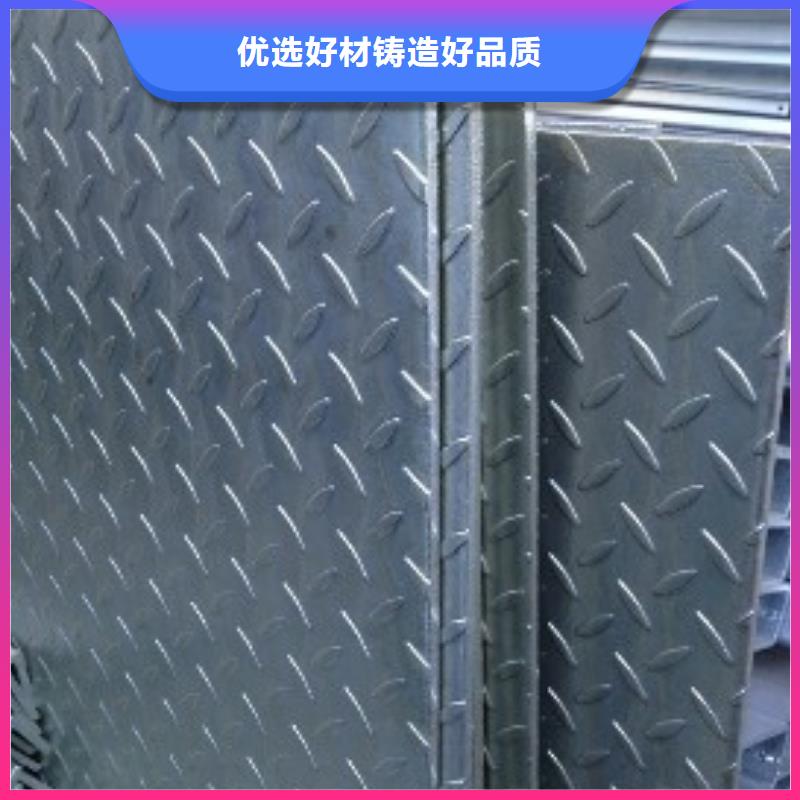
热镀锌花纹板分为两类:
一、是钢厂在生产不锈钢时通过轧机轧制而成的,这类产品主要厚度在3-6mm左右,是热轧后退火酸洗装状态,其工艺过程如下:
不锈钢坯→热连轧机轧制黑卷→热退火和酸洗线→平整机、拉矫机、抛光线→横切线→热轧不锈钢热镀锌花纹板
这类热镀锌花纹板一面是平的,另一面是花纹。此类热镀锌花纹板较常用于化工、铁路车辆、平台等要求强度的场合。此类产品以进口为主,一般来自于日本和比利时,国内太钢和宝钢生产的属于这一类型。
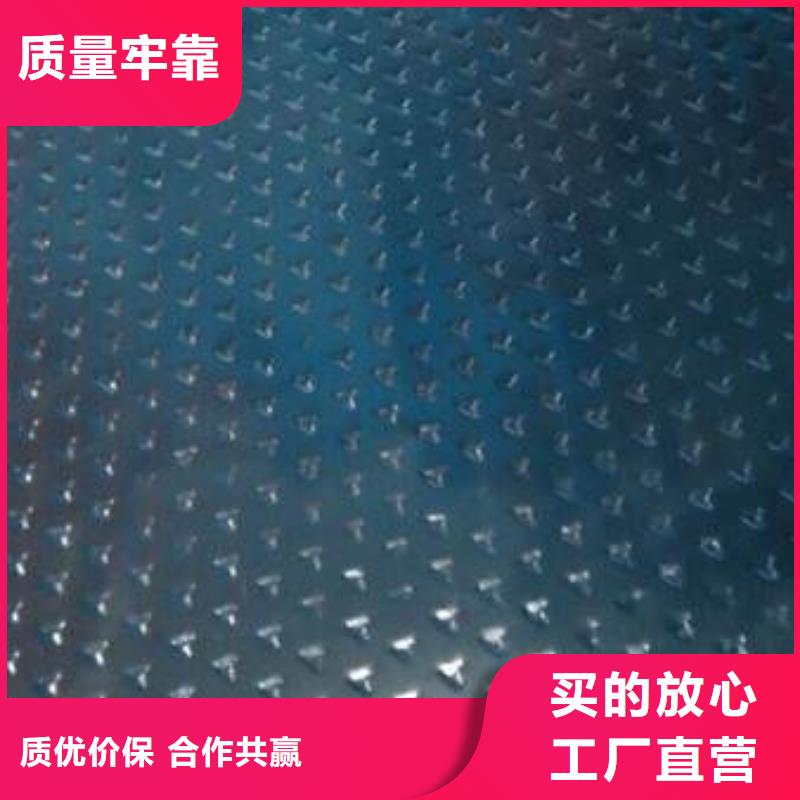
二、是市场上的加工企业,购买钢厂的热轧或冷轧不锈钢板,通过机械冲压而成的热镀锌花纹板,这类产品一面凹一面凸,常用于一般民用装饰的场合。此类产品冷轧较多,市场上的2B/BA冷轧不锈钢热镀锌花纹板大部分是此类型。
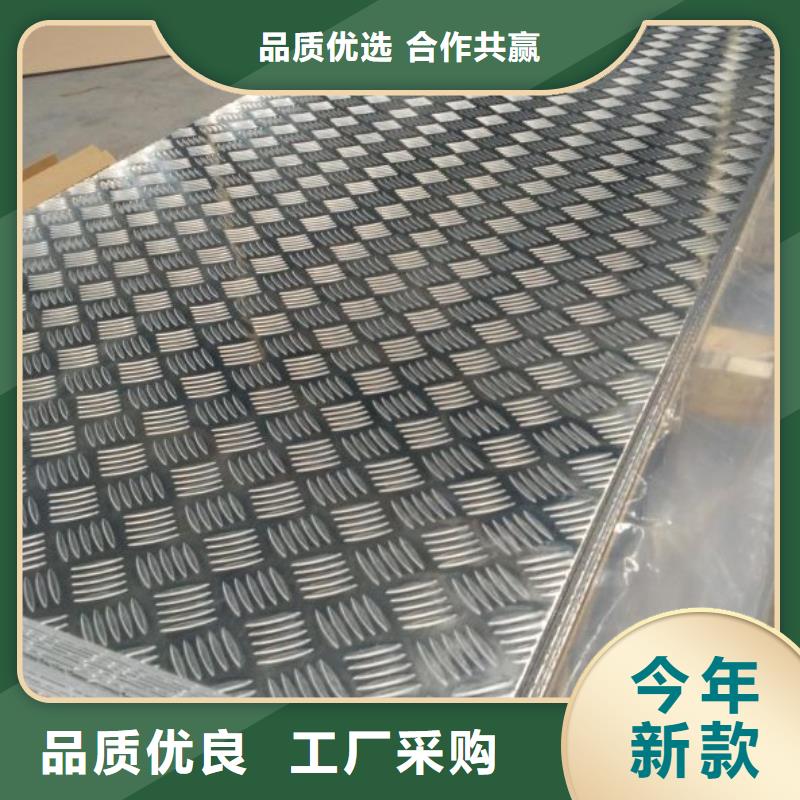
厚花纹钢板的常用规格及质量



